























































































鉄、アルミ、フィルムなどの圧延工程の前後のロールスピードを計測し、その誤差比率から、圧延状態(圧下率)の把握ができます。
装置やラインのコントロールはシーケンサなどで行われますが、エンコーダ信号の生データを直接シーケンサに入れずに、一度パネルメータで受けて、演算結果をシーケンサに渡しています。
WPMZには標準で演算プログラムが搭載されているので、設定作業のみで圧下率を出力でき、シーケンサ側に組み込むプログラムを減らすことができます。
また、圧下率のデータから警報を出力させる、現場の大型表示器に信号を受け渡すといった動きも簡単に設定できます。
生産設備において、後からシーケンサに手を加えるのは敬遠されがちなので、演算とその結果を出力するところまでパネルメータでできることは大きなメリットになります。
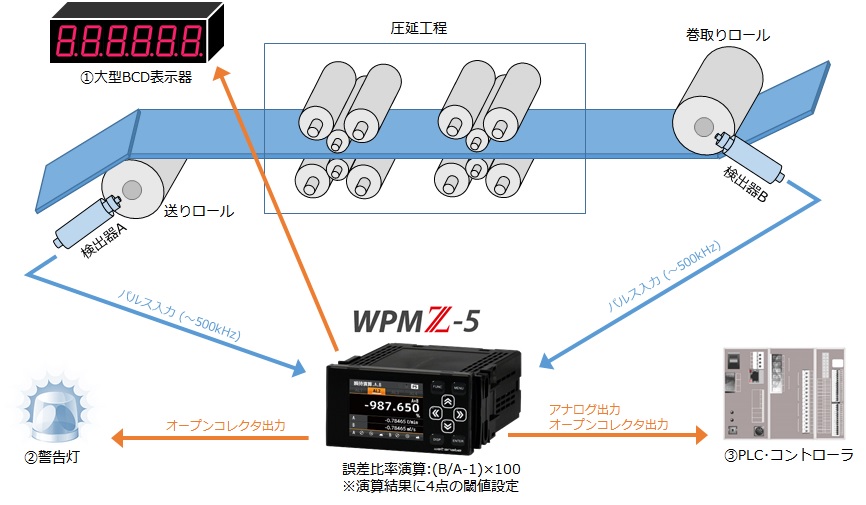
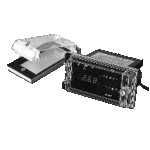
①BCD信号出力
計測結果を、BCD表示器に表示。現在の計測状況が一目でわかります
②オープンコレクタ出力
警告灯にオープンコレクタ信号を出力。異常状態を瞬時に確認できます
③アナログ出力・オープンコレクタ出力
PLCやコントローラに信号を出力し、製造ラインの工程管理や生産システムへのフィードバックに役立ちます



